
The transition from batch to continuous downstream processing of biologics has been gradual, with some processes integrating continuous and batch operations. A fully continuous, commercial-scale downstream process has yet to be implemented. Find out why, as well as the current status of the technology.
The function of downstream processing (DSP) is to recover and purify the product. The primary DSP steps for biologics production are clarification, capture, purification and polishing, and preformulation:
- clarification — the target species is separated from the cells and cell debris
- capture — the solution volume is reduced and the product is isolated from the clarified cell culture fluids
- purification and polishing — impurities are removed to satisfy product quality requirements
- preformulation — the purified target is prepared at the appropriate solution conditions and concentration for final formulation and filling operations.
Additional downstream steps may be necessary for other types of products. If the desired product is contained within the cells, the cells must be broken open, which is referred to as disruption. If the intracellular product is a recombinant protein and its concentration is high enough, it may be contained within insoluble aggregates called inclusion bodies. The inclusion bodies must be dissolved and then the solubilized protein refolded into its active, native structure. Alternatively, the cells themselves may be the desired product, in which case, the clarification step may be enhanced to recover the cells and subsequent DSP may be limited or unnecessary.
While the nature and number of each downstream unit operation depends on the type of product, all commercial-scale DSP steps are currently performed as batch operations. This article discusses the state of continuous DSP of biologics and the motivations for pursuing continuous processes, as well as the obstacles that must be overcome for commercial implementation to become a reality.
Motivations for continuous processing
The traditional batch-production approach to manufacturing biologics began because the products were often too complex for complete molecular characterization. Sequences of batch purification steps that produced acceptable, biologically active material in the laboratory were scaled up using similar operations. In lieu of complete molecular characterization, the production process defined the product.
Despite advances in DSP equipment, media, and processes, the batch model of production persists. Although some steps may be performed as continuous or semi-continuous operations, as of yet, there are no end-to-end continuous downstream processes for biologics. The industrial and academic DSP research and development community devotes a great deal of attention to continuous processing, including related topics such as the use of disposable or single-use equipment and the production of biosimilars (i.e., a copy or generic version of an original, off-patent product manufactured by a different company).
While continuous DSP is only just emerging, cell culture, or upstream processing (USP), made the leap to continuous operations 30 years ago. The change was necessitated by the poor stability of some recombinant protein drugs, which made producing those drugs in commercial quantities via batch or fed-batch culture processes impossible. Host cell proteases or elevated temperatures would degrade the proteins during the time it would take to complete a batch or fed-batch process, which could run for several days. The industry switched to perfusion culture systems, which continuously recover susceptible products from the culture to avoid degradation.
Although batch DSP has been able to meet current commercial demands, technical, economic, environmental, and social sustainability issues and opportunities are driving the case for continuous production.
The shorter processing times and more consistent processing environments offered by continuous processes help to improve product quality. For example, reducing the amount of time the target species is exposed to chemically and physically harsh environments can reduce degradation reactions. Other technical drivers are separation efficiency and yield gains offered by operating chromatography, extraction, and filtration units in continuous and countercurrent modes.
There are many economic sustainability motivations for continuous DSP. High volumetric productivities relieve downstream production bottlenecks generated by more-efficient upstream processing. Smaller footprints of continuous unit operations and processes reduce facility, utility, and separation media and buffer requirements. Smaller surge vessels between individual unit operations and inline buffer blending replace non-value-added operations, such as hold tanks and buffer-blending steps. Single-use equipment reduces capital costs and eliminates the need for cleaning and sterilization. Batch processes typically operate under more stringent Grade B/C cleanroom standards, while Grade D is suitable for closed, continuous operations. Continuous processing also enables side-by-side operation of multiple product lines, which improves facility efficiency. Variable product demands can be met by adjusting operating times and by installing duplicates of the existing process equipment, which is known as numbering up.
Environmental sustainability motivations include lower mass indexes (i.e., the ratio of the total mass of raw material used to the mass of product produced) and lower environmental indexes (i.e., the mass index weighted by the environmental impacts of the individual raw materials). For example, a monoclonal antibody produced by a typical batch processing scheme can have a mass index of more than 105, and water accounts for much of that index. Continuous chromatography uses 10–40% less buffer than batch operation, which can translate to substantial savings for products with high mass indexes (e.g., monoclonal antibodies).
Social sustainability drivers include the ability to efficiently serve smaller markets, such as rare disease treatments and personalized medicine, and to meet government requirements for local manufacturing of products in low-resource, emerging-market environments. Continuous production may also help reduce drug costs and alleviate political pressure on the consumer costs of drugs, particularly for drugs in competitive markets.
Continuous DSP technology
Much of the technology for continuous downstream unit operations — clarification, disruption, solubilization and refolding, capture, purification and polishing, and preformulation — already exists. However, various challenges have prevented their implementation in an end-to-end continuous process.
Clarification. Centrifugation or microfiltration separates cells and/or cell fragments from the culture media.
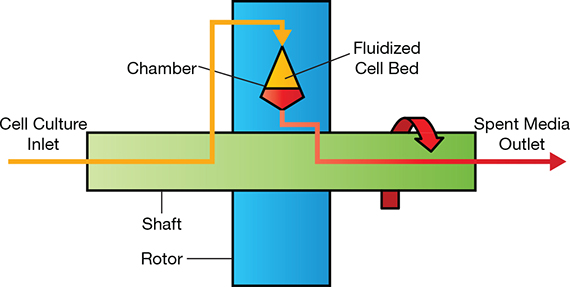
▲Figure 1. In this continuous centrifugation system, the cell culture fluid flows into a rotor-mounted ring of separate, disposable separation chambers at the outer radius of the rotor and clarified centrate exits at the inner radius. This geometry places the fluid flow in opposition to the centrifugal field, which creates a fluidized bed of accumulated cells and cell debris, and allows the product to be removed from the particulate bed. Figure courtesy of kSep Systems.
Disk-stack centrifuges can be operated in a semi-continuous mode with periodic discharge of solids. If the cells are the product, they may be washed and resuspended in buffer and centrifuged again. A new type of semi-continuous centrifuge with a disposable flow path (Figure 1) employs fluid flow in opposition to the centrifugal settling of the cells (1). The countercurrent format facilitates cell washing, which clears contaminants or removes residual target species.
Microfiltration can be run continuously, using a depth filter in dead-end mode or a membrane filter in tangential-flow mode, until the capacity of the filter is approached. In the dead-end mode, the process flow is normal to the surface of the filter; in the tangential-flow mode, the process flow is parallel to the membrane surface. In tangential-flow filtration, cells may be washed with fresh buffer to remove adhered contaminants or to recover adhered products. While filtration media tend to be single-use, the media may also be an integral part of a one-piece single-use housing or mounted in a separate multiuse housing.
Depending on the configuration of the upstream operations, a downstream clarification step is not always necessary. Upstream continuous-perfusion culture systems may include a coupled cell-retention device — such as a centrifuge, an inclined settler/filter, or an alternating tangential-flow filter — which continuously removes a clarified culture-fluid stream containing the product at a flowrate equivalent to the rate of fresh medium addition. In this case, clarification is completed during USP.
Regardless of whether clarification is performed as part of the upstream process or downstream process, the clarified culture-fluid stream is passed through a 0.2-µm, dead-end...
Would you like to access the complete CEP Article?
No problem. You just have to complete the following steps.
You have completed 0 of 2 steps.
-
Log in
You must be logged in to view this content. Log in now.
-
AIChE Membership
You must be an AIChE member to view this article. Join now.
Copyright Permissions
Would you like to reuse content from CEP Magazine? It’s easy to request permission to reuse content. Simply click here to connect instantly to licensing services, where you can choose from a list of options regarding how you would like to reuse the desired content and complete the transaction.