

Determine why your electric heat tracing system is not satisfying your process heating demands.
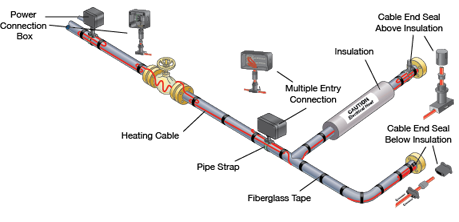
▲Figure 1. Electric heat tracing systems prevent pipes from freezing and maintain liquids at a specified temperature.
Electric heat tracing systems are typically used to provide protection against freezing or to maintain the temperature of water, chemicals, or fluids in pipes and tanks. When the heat loss from pipes or tanks cannot be efficiently controlled with thermal insulation alone, heat tracing reduces the losses and provides targeted heat to maintain the desired process temperature. Electric heat tracing systems are comprised of the heat tracing cable, termination boxes, temperature sensing equipment, and control systems (temperature control, monitoring, and power distribution) (Figure 1).
Although these systems are designed and manufactured to be robust, problems may crop up with the onset of cold weather, such as circuit breaker trips and circuit temperatures that are too low or too high. This article will help you address some of the typical problems associated with heat tracing systems, determine the root cause, and take appropriate corrective actions. The article will not equip you to solve every situation that arises, but it should save you some time and trouble during the cold-weather season.
Circuit breaker trips
The most common problem in a heat tracing system is a circuit breaker tripping. This type of fault can occur in two ways: the circuit trips instantaneously upon power-up, or the circuit trips after a few seconds of operation. It is critical to observe the trip time, as this clue helps to inform the troubleshooting process.
Circuit trips upon power-up. Circuit trips upon power-up are usually caused by a short circuit to ground somewhere in the system. The problem may be with the cable itself, the power connection, or the power wiring.

▲Figure 2. A megger check tests the insulation resistance of both the cable and power wires to isolate potential faults to ground.
Any troubleshooting should include a megger check (Figure 2), which tests the insulation resistance of both the cable and power wires to isolate potential faults to ground. The megger applies a voltage (1,000–2,500 VDC, depending on the type of cable) between the metal braid or ground and the cable’s conductive core. As a first step, isolate the heating cable from the power wiring in the cable power connection box and test the heating cable between the braid and buss wire. The check should help to ensure that the insulation resistance meets or exceeds the manufacturer’s recommended minimum.
If the insulation resistance does not meet or exceed the manufacturer’s recommended minimum, take the following steps.
Step 1. Ensure that the cable’s conductive core material is not in contact with the metal grounding braid or other metal parts of the junction box. Check all power connections, splices, tee boxes, and end seals to ensure that the conductive core material is isolated from all metal parts, including the grounding braid. If the conductive core contacts metal, make the necessary repairs and run megger checks until the insulation resistance is above the manufacturer’s minimum requirement. While checking junction boxes and end seals, be sure that all connections are dry, because wet junction boxes or end seals can cause megger tests to fail.
Step 2. If no metal parts or braiding are found to be in contact with the conductive core and the insulation resistance is still too low, isolate each piece of heating cable on the circuit and run a megger check on each independently. This can help to identify an area of physical damage to the heating cable that is causing the conductive core to short to the metal grounding braid on the pipe. Inspect the piping system and look for obvious signs of damage on the sections that test low. If there are no obvious signs of damage, it may be best to remove and replace the section of cable that is testing low. Longer sections can be segmented and tested separately to isolate the fault. Once the fault is isolated, remove the offending section of cable and replace it with new cable. Conduct a megger test on the new installation to verify that the cable is good.
Step 3. If the heating cable sections test okay, run another megger check on the power wiring that runs from the cable junction box back to the heat tracing panel. If the power wiring has a short, remove it and replace it with new wire.
Circuit trips after startup. Circuit trips after a few seconds of operation usually indicate a problem with the startup current generated by the self-regulating heating cables. Possible causes may be:
- the startup temperature is lower than the designed startup temperature
- the installed circuit length is too long for the size of the breaker
- the ground fault current trip level may be set too low (if it is adjustable).
Check the circuit breaker rating and the manufacturer’s maximum circuit length recommendation for your startup temperature vs. the installed length. In many cases, the cable circuits are to be started at a set temperature for freeze protection. If, for example, the cable is run to the maximum circuit length for a startup temperature of 40°F but the ambient temperature is actually lower, the breaker will experience a nuisance trip until the cable’s conductive core is warm enough to draw acceptable current to the breaker. This can be solved temporarily by cycling the circuit breaker on and off until the cable warms up. If the circuit length is in excess of the maximum length for the manufacturer’s start temperature and breaker size recommendation, then the circuit length must be reduced. Dividing the section into two or more circuits that fall within the manufacturer’s recommended lengths can solve this problem.
If the breaker sizing and startup temperatures conform to the manufacturer’s specifications, check that the installed cable length is within the maximum circuit length limits. If a circuit is too long, divide it into multiple shorter circuits that satisfy the run length, breaker size, and startup temperature specifications.
The heat tracing panel may have adjustable ground-fault-current detection that should be set to a minimum of 30 mA. Settings below this threshold may induce nuisance tripping on longer circuit runs. Ensure that the setting is within plant safety guidelines and conforms to local codes. If personnel-protection ground-fault detection is required, do not adjust the trip level above 4–6 mA. Adjusting the ground-fault trip level may not solve the problem. In that case, run a megger check to be sure the cable’s conductive core is not shorted to metal, pipe, or braiding. Reduce the overall circuit length if the megger check result is within reason.
For best results, use thermal-magnetic circuit breakers. Most heating cable manufacturers determine their maximum circuit lengths using trip curves for thermal-magnetic breakers as the model for handling startup current. These breakers are designed to handle many times their current rating in the first few cycles of operation and then slowly settle to the rated current over the first 300 sec of operation.
Consider the entire electric heat tracing system when preparing to troubleshoot your system. Take a systematic approach to find the root causes of operational issues and solutions that optimize operation.
Circuit temperatures are too low
Circuit temperatures may be too low because:
- a thermostat or process controller setpoint is not correct
- a thermostat is not wired correctly
- a cable is not connected to power
- a cable is connected to the wrong voltage
- a temperature sensor is incorrectly placed
- a temperature sensor is wired incorrectly
- the amount of cable is insufficient to offset the heat sinks in the system.
Take the following steps to determine the root cause of the low temperature.
Step 1. Ensure that your thermostat or process control system is set to the desired pipe temperature.
Step 2. Check that the thermostat is wired to close upon achieving setpoint. Most thermostats can be wired from a common terminal to either a normally open or normally closed position. Check that the thermostat is wired from the common terminal to the normally closed position for freeze-protection applications.
Step 3. Double-check that the cable is connected to power. Test the power in both the cable power connection box and the cable end seal. Testing at the end of the circuit will ensure that the heating cable has two good buss wires down the entire length of the cable. The voltage readings at the start and end of each circuit should be relatively similar. Some voltage drop will occur over a long run of cable; the amount of this drop varies due to cable type and manufacturer, so check your equipment’s documentation. However, if testing shows 120 V at the start of a cable run and 0 V at the end, at least one of the cable buss wires is damaged and the cable needs to be removed and replaced.
Step 4. Ensure that the cable is connected to the correct voltage. When checking the voltage, compare the measured values to the design documents. For example, a 240-V cable powered at 120 V will not maintain the correct pipe temperature. Make adjustments as necessary to correct any voltage issues.
Step 5. Make sure that the temperature-sensing device is located in an area that represents the coldest pipe temperature of the application. Ambient sensors should be located away from heat sources, such as sunny areas and steam traps; they should ideally be located on the coldest, most exposed part of the building to ensure that the cable operates when needed. Line sensors should be located at least 90 deg. (on the pipe) away from the heating cable so pipe temperature — not cable-sheath temperature — is measured. These sensors should also be located away from large heat sinks and placed at the coldest expected end of the heat tracing line.
Do not place a sensor for a heat tracing system at the outlet of a hot tank if the system is intended to maintain the fluid temperature over a long run of cable to a holding tank or distribution station. The fluid will enter the piping system at or above the desired temperature, and the temperature sensor will not see temperatures below the setpoint. The cable system will not be energized and, in the meantime, the fluid will cool over the length of the run, plugging the line at the holding tank or distribution station. In this case, the sensor should be located as close to the holding tank or distribution station as possible.
Step 6. Ensure that the temperature sensors are wired according to the manufacturer’s instructions. It is easy to wire a three- or four-wire system incorrectly and end up turning your system off at a temperature that should call for heat. This happens often, but it is also easy to fix.
Step 7. Evaluate all large heat sinks, such as valves, pumps, pass-throughs in walls, and other obstacles, to ensure they have sufficient cable to maintain pipe temperature. Follow the manufacturer’s recommendations regarding any required extra cable at these heat sinks, as well as for extra cable at pipe shoes and supports.
Circuit temperatures are too high
When circuit temperatures are too high and cause problems in your heat tracing system, consider these possible causes:
- incorrect setpoint on the thermostat or process controller
- incorrect location of the temperature sensor
- incorrect wiring of the temperature sensor
- a faulty thermostat.
To troubleshoot these possible problems, check that the thermostat or process controller setpoint is at the desired pipe temperature and that the temperature sensor is in the proper location.
For process applications, use independent temperature sensors for each pipe size and flow path. Attempting to use the same sensor for multiple pipe diameters and flow paths can overheat pipes with smaller diameters or low flow. Temperature sensors also must be wired according to the manufacturer’s instructions to ensure proper operation.
Check the thermostat to ensure it has not been subjected to excessive heat or electrical current. These conditions can cause the internal switch to close permanently, which causes the system to call for heat regardless of thermostat setpoint. Remove or replace faulty thermostats.
Troubleshoot safely
While this article addresses common issues, it is not an exhaustive list that can replace the services of your heat tracing system supplier. However, it covers the basics and should help you understand what your heat tracing service provider should look for to address your specific system issues.
As with all industrial electrical work, heat tracing system service should only be performed by trained, qualified, and, in areas required by law, licensed heat tracing service technicians. This is critical to ensure the safety of plant personnel and the protection of plant equipment. Any and all test equipment used should be calibrated and in good working condition. Adhere to all plant safety rules and guidelines for lockout/tag out, hot work permitting, etc.
1

Copyright Permissions
Would you like to reuse content from CEP Magazine? It’s easy to request permission to reuse content. Simply click here to connect instantly to licensing services, where you can choose from a list of options regarding how you would like to reuse the desired content and complete the transaction.