
If your facility has an upcoming energy assessment, you might be overwhelmed with the list of things you need to do, data you need to organize, and people you need to contact. This article streamlines the planning process and recommends steps you can take to optimize your facility’s energy costs.
“Begin with the end in mind,” wrote Stephen Covey in The 7 Habits of Highly Successful People. When preparing for an energy assessment, selecting the focus of the assessment is the first step. Whether the result is to be a steam system assessment to comply with regulatory requirements, or a reduction in the variable costs of operating a process, always keep a clear picture of the deliverable in mind.
Energy assessments can be conducted by a variety of different parties, including energy consultants, energy supply companies, and internal engineering resources.
A dollar not spent on energy is a dollar of increased profit. When process throughput is considered, the two largest costs for a plant are often raw materials and energy, followed by personnel. Optimizing these costs will improve the bottom line. Raw material prices can be negotiated and process waste can be minimized. Headcount reduction can only go so far in reducing manufacturing costs. However, energy efficiency can be improved by modifying equipment, manufacturing processes, and personnel habits. The assessment process described in this article addresses these three opportunities.
Over three decades working as an engineer for a major chemical manufacturer, I held different engineering positions in the process, project, environmental, maintenance, energy procurement, and energy management functions. As the energy manager, not only was I responsible for the needs of nearly 150 manufacturing sites, I also helped some of our customers improve the efficiency of their processes.
I developed the procedure described in this article to prepare for energy assessments. This standardized approach can be modified to fit the needs of a variety of efficiency improvement quests within a plant’s electrical, steam, chilled water, or heating, ventilation, and air conditioning (HVAC) systems, or to evaluate the efficiencies of electric motors, insulation, lighting, other plant systems, or the overall plant. The method is intended to identify improvement opportunities while minimizing any impacts on operating facility personnel.
Energy assessments follow the Pareto Principle — 80% of the opportunities can often be identified based on only 20% of the data. The types of data available that detail the energy consumption practices of a facility are often limited to monthly energy invoices. This article addresses how to use this information to determine where to drill down to identify more-specific energy saving opportunities. Analysis of such data will also provide an understanding of where best to spend your engineering resources.
Pre-assessment preparation
Just as smart shoppers prepare a grocery list, energy assessment preparation begins with a list of data that the assessment team needs to gain a comprehensive understanding of the facility’s energy usage.
Often, facility personnel don’t realize or take advantage of potential energy savings because the plant is operating in a steady-state mode. In these cases, process engineers and consultants can identify some potentially significant cost-saving opportunities.
The following steps will provide a good understanding of the facility’s energy situation without burdening the site to provide equipment lists and catalogs, operating scenarios, and other details. The first five steps will provide an excellent snapshot of the facility’s energy consumption practices. By completing all nine steps, the engineer can perform an analysis on their own or identify where additional help (such as an outside consultant) may be justified.
To prepare for an energy assessment:
- Identify recent trends in energy consumption and costs.
- Compute and/or confirm unit costs for all utilities.
- Compute energy per unit of product.
- Evaluate utility supply options.
- Develop utility balances.
- Review past improvement ideas that were considered but not implemented.
- Select members of the assessment team, including participants from key areas of the facility.
- Develop a detailed schedule.
- If necessary, arrange for energy and/or equipment surveys by outside parties.
1. Study recent energy consumption trends
It is rare that the energy systems within an industrial site are metered to an extent that provides a detailed understanding of where all of the energy actually goes. Often, the historical consumption data are limited to the total amounts on monthly invoices. Collecting one or two year’s worth of these invoices can be sufficient for an assessment.
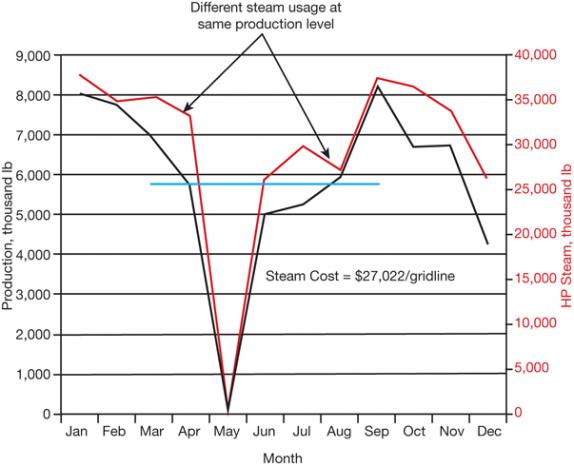
▲ Figure 1. This plot of production and steam consumption reveals that in April and August, different amounts of steam were consumed to make the same amount of product.
Be sure to collect only data that represent typical operations. There is no need to try to analyze data filled with unusual plant inter-ruptions, or an economic downturn, if improving operating efficiency is your goal. Plotting the energy consumption data against production will set the stage for developing performance indices (Figure 1).
Figure 1 compares a facility’s monthly production and steam consumption. The left axis and the black line represent the amount of product manufactured, and the right axis and red line represent the steam consumed within the process. As you develop similar graphs for your facility, adopt a standard format for readability, clarity, and consistency. For example, use red for steam, green for electricity, and blue for water, while always showing production in black.
The arrows on the graph point to two specific instances when the ratio of production to steam consumed are quite different. April’s production required roughly $30,000 more steam than August’s production. Why was the relationship so different? Could this be $30,000 of profit that was lost? Understanding what was different in these months could be the first step in identifying savings.
In May, the facility underwent a maintenance turn-around (TAR). Perhaps steam consumption in August was lower because a problem was resolved during the TAR. If so, why was that not reflected in the June and July steam consumption? August and September seemed to track nicely, but what happened in October? Digging into the details should reveal the answers to these questions.
2. Compute unit costs for all utilities
The bottom line of the energy assessment is to optimize the facility’s energy costs. The act of reviewing the data and understanding the manufacturing process usually reveals ideas for improvements. These ideas are referred to as energy conservation measures (ECMs). For example, an ECM can include turning a piece of equipment off, reconfiguring or replacing equipment, or renegotiating a supply contract.
Monthly electricity bills can be used to determine the incremental purchase price in $/kWh. Simply subtract any amounts from the invoice total that are not related to energy consumption — such as metering charges or facilities charges — and divide the remainder by the number of kilowatt-hours consumed.
When calculating the economics of an ECM, the actual cost to be saved must be used. I have seen facilities attempt to compare savings to burdened costs. Burdened costs take into account charges for things other than energy (e.g., man-hours) that may have been allocated to the energy cost center for work performed on equipment or internal management costs. Burdened costs allow allocation of all costs associated with energy, and they are often several times higher — in some cases as much as ten times higher — than the incremental purchase price. Burdened costs are useful for accounting for all costs related to energy within the business. However, a kWh saved does not necessarily reduce the overhead of labor within the electricity cost center.
To calculate the avoidable cost of a utility, look at the portions of the pricing structure that would truly be impacted by reducing consumption. A typical electricity invoice includes charges for metering, facilities, consumption, demand, etc. The metering charge generally remains the same regardless of the amount of electricity consumed, so it should not be included in the avoidable cost. The facilities charge can include a variety of items, but it is commonly compared to a rental cost for transformers and associated equipment. Although a significant reduction (or increase) in energy consumption could allow a smaller (or require a larger) transformer, that is rare, so this cost should not be included in the avoidable cost.
The energy charge — also referred to as consumption charge — is a measure of how much energy you use. This charge is shown in $/kWh and fluctuates based on how much energy you consume in a specific billing period. The more energy you use, the higher your consumption charge can be.
The demand charge is stated in $/kW, and it will also impact the variable cost of electricity. Demand meters record the highest average consumption that is reached and maintained over a certain time interval (typically 15 or 30 minutes) within the billing period. For example, if your demand reaches 100 kW, the demand meter “needle” will remain at 100 kW until the end of the billing period — unless your demand reaches an even higher value than 100 kW. At the end of the billing period, the meter reader will record the demand value, in this case 100 kW, and reset the meter back to zero. The maximum demand is referred to as the peak demand for that billing period.
Some tariff schemes carry over demand charges from one month to the next. This is known as ratcheting demand. The carry-over charge, which may be as much as 100% of the preceding month’s demand charge, applies to the highest peak demand recorded over the previous 12 months. The result is that the average cost per kWh can be impacted by more than just the current month’s consumption.
To determine the average cost of electricity per kWh, add the consumption charge and demand charge and divide that by the total consumption in kWh:

Understanding how your facility’s energy costs are calculated is vital to developing feasible ECMs. For example, I conducted an assessment at a facility that had never implemented any electrical ECM because personnel there were convinced that their electricity cost was $0.03/kWh. After reviewing their accounting practices, I found that they had been considering the demand portion, at $9.80/kW, as a fixed cost. When I explained how the demand charge should be calculated, and that it is not fixed, the floodgate opened to reveal numerous potential opportunities.
Using Eq. 1, they realized that their cost was almost $0.045/kWh. Although the demand charge typically represents 30% of a facility’s energy costs, this facility found a 50% error in its numbers, and was able to make improvements that had not been considered economically justified. The demand charge in this case made up half of the facility’s energy costs because of the high peak demand and low consumption.
3. Compute energy costs per unit of product
Now that you have determined the consumption totals and average unit cost for a given month, calculating the ratio of energy consumed to product produced is straightforward. This information will allow you to create energy performance indices (EnPIs) for that month, which are useful for measuring process efficiency. Repeating this process month after month will reveal whether or not the EnPIs are consistent. If there are significant variations, further investigation is warranted.
Divide energy consumption by production within a given time period to obtain the unit energy consumption (e.g., kWh/lb of product or Btu/lb). With the average unit energy cost you determined in Step 2, you now have a representation of energy cost as it relates to the overall conversion cost of product manufacturing. This will also provide insight as to where you may find the best bang for your assessment buck.
4. Evaluate utility supply options
Reviewing energy supply contracts can often uncover savings opportunities that dwarf many technical ECMs. Some opportunities I’ve found include:
- changing to a different tariff
- revising contract terms related to demand or capacity limits
- aggregating supply contracts for multiple facilities
- negotiating a refund for improperly paid sales tax.
The process of reviewing supply contracts can be a bit overwhelming, so this article does not address it in detail. Often several different rate options are available to industrial customers. A best practice is to review tariff options on an annual basis to ensure the most favorable costs are applied. This practice is referred to as a best-rates analysis, and energy suppliers perform this comparison at the customer’s request.
5. Develop utility balances
Understanding where energy is consumed within the process is critical to determining where to spend your time “treasure hunting” for potential conservation measures. A few assumptions and discussions with the right people can make this much easier than you might expect.
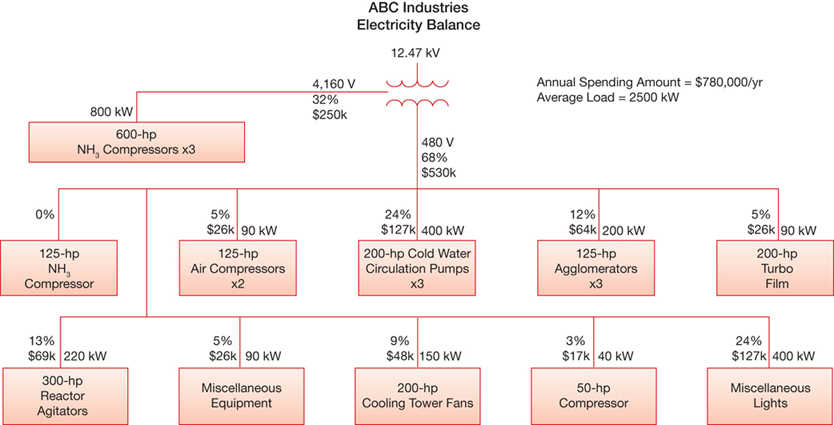
▲ Figure 2. A simple electricity balance can be created for any industrial site by assigning each piece of equipment a percentage of the plant’s total electricity consumption.
For any plant or process, a simple energy balance can be developed from the annual energy consumption and monthly utility invoices. Begin by drawing boxes for each of the major processes or equipment at the industrial site (Figure 2). With the help of the other assessment team members, guess what percentage of the plant’s total energy the equipment in each box consumes. Guess may not be the best term, because you are actually tapping the collective intelligence of the team to determine the values. It is common for teams to allocate 120% to 150% of the actual load this way, so tweaking is almost always necessary. With compromise and logic, a reasonable representation of the site can usually be achieved within 20 to 30 minutes. Step 7 addresses selecting the best participants for estimating the consumption percentages.
Constructing a diagram like the one in Figure 2 will suggest where you should spend your time during the assessment. It will also give you a general idea of the amount of money spent annually to run each piece of equipment. This will help to quash some of the problem-solving discussions engineers tend to get into — for example, discussion of how the plant could save a million dollars per year by shutting off a piece of equipment. After a glance at the balance, and a realization that it costs only $50,000 per year to operate that piece of equipment, the team can get back to the task at hand.
6. Review past ECMs that were not implemented
Reviewing documentation of past assessments often uncovers missed opportunities. There are many reasons an ECM may have not been implemented (e.g., assessment reports were too wordy or confusing, there was a personnel change after the assessment but before the ECM could be implemented, etc.). Dusting off the old ideas and applying current economics can reveal new opportunities.
The ideal situation is to find a report that was simply not thoroughly reviewed. This may sound implausible, but I find it to be the case about 10% of the time. You can then simply reintroduce the old ideas to management.
Reviewing old reports for missed opportunities can be a little more difficult. If the previous assessor followed Steps 1–5, compare the current operating parameters with the parameters at the time of the previous assessment, and convert the economics for the previous ECM to the new unit energy costs.
7. Select team members
I often say that what I bring to the table (aside from 34 years in the energy business) is the process of uncovering opportunities. The opportunities themselves often lie within the minds of personnel at the site. Selecting the best in-house participants is a key to success.
The core of any team should consist of engineers from the utilities, production, and maintenance groups. Depending on the focus of the assessment, some environmental, procurement, and accounting participants can be included. It is important that at least one hands-on maintenance person or process operator also be involved. I like to find an individual who is known for their outspokenness. This type of person will challenge the assessment process, but they can also be a key proponent to implementation later. If you can convince the outspoken operator to accept the ECMs, you can probably convince the masses.
8. Develop a detailed schedule
The hour-by-hour schedule for the energy assessment will vary depending on the process. Begin with the outline in Table 1. Surprisingly, most of the ECMs are identified while the team is reviewing the data and talking through potential solutions in the opening session. This is why the selection of the right participants is key to success. The opening session is usually the longest session of the assessment process, ranging from 90 minutes to several hours.
| Table 1. As part of the preparation for the energy assessment, create an energy assessment schedule such as this and distribute it to team members. | |
| Date: | |
| 0800 | Opening Session
|
| 0930 | Facility Inspection(s)
Identify Energy Conservation Measures (ECMs)
|
| 1200 | Lunch (in house)
|
| 1300 | Summarize Results
|
| 1530 | Closing Meeting |
On the day of the energy assessment, I start by explaining the consumption vs. production profiles, getting buy-in on the incremental energy prices, and talking through examples of energy savings. Talking through the data you have compiled and the process you followed in your analysis will spark discussion. The ideas typically begin to surface at this point.
Next, conduct a process inspection. The walk-through is valuable in observing and acknowledging the ECMs identified during the opening session and collecting additional details. Before entering the production area(s), summarize your team’s discussion by emphasizing the major consumers identified in the energy balance. Review any discrepancies identified in the steam vs. production chart. (Charts similar to Figure 1 can be developed for all forms of energy consumed, electricity, water, etc.) Remind everyone of the operating schedules and costs. Be sure to include any other key issues from your discussion that are important to remember. I also like to take this opportunity to hold a safety moment, because during the plant walk-through, the assessors are commonly looking up at equipment and could trip or overlook other hazards.
After the inspection, reconvene at the conference tables for a brainstorming session. Call on each team member to present an idea. Collecting one idea at a time from each member allows everyone an opportunity to provide input. Once you’ve collected all of the ideas, you can combine similar ideas. It is important to stress that the brainstorming process is to simply collect ideas. Quantification of potential savings and economics will come later in the analysis as the ideas are developed into ECMs.
Next, rank the ideas that were identified during brainstorming, and begin to consider the economics behind each of the possible ideas or ECMs. Choosing the ideas that will be implemented is part of the energy assessment itself. As this article only details the assessment preparation, that is not addressed here.
9. Surveys by outside parties
Many equipment vendors and energy providers perform surveys that can be useful in identifying opportunities. Some such surveys can be conducted by in-house personnel.
A word of caution — sometimes it’s best to find a survey company that is not also offering to sell you the new equipment they have decided you need, or is trying to sell you the services to repair whatever they deem to be wrong within your process. Be wary of free surveys. With some free surveys, you get exactly what you pay for.
It is often beneficial to conduct surveys of:
- steam traps
- steam lines
- compressed air and nitrogen systems
- insulation
- refrigeration
- cooling towers
- lighting
- variable-frequency drives (VFDs).
The details of these types of surveys could be the subject of an additional article, but in brief: A steam trap survey identifies the location and operating condition of each trap. It assigns a unique identifier, commonly numbered metal tags, to each trap, and then summarizes the conditions of the traps by type and/or application. Annual steam trap inspections are recommended.
Steam leaks can often be identified by the naked eye. However, superheated steam leaks can be invisible and can cut like a sword. Ultrasonic leak detection can identify leaks masked by the everyday operating noise of the facility. Ultrasonic equipment can be purchased for a small investment, as can steam trap testing equipment, or the survey process can be conducted by a third party. Both approaches can produce good results.
Insulation surveys primarily identify thermal loss through uninsulated equipment or equipment with damaged insulation. Refrigeration and cooling tower surveys review the associated equipment for improvement opportunities.
A lighting survey is the only type of free survey that I recommend. Lighting surveys identify the potential for changing lighting technologies (i.e., high-intensity discharge [HID] lamps, fluorescent, light-emitting diode [LED], etc.), reconfiguring lighting layouts, and lighting control. A VFD survey identifies centrifugal loads that could benefit, both energy- and control-wise, from the addition of variable--frequency drives.
Additional tips
Over the past 34 years, I have conducted roughly 300 energy assessments in a variety of industries with a myriad of focuses. To help me stay organized, I developed an electronic workbook to help track my assessment preparation. I have a tab for tracking the customer data that I requested and who should be providing it. I have other tabs where I list the questions I need to ask during our preparation phone calls in the weeks before the assessment and a to-do list so I don’t forget tasks. The to-do list reduces distractions by serving as a parking lot of sorts for things I need to address later. By typing a quick note in the list, I can clear it from my mind and get back to what I was working on.
One tab lists the names and contact information for all of the assessment team participants. This is useful after the assessment and helps me recall details of specific conversations. A tab with the spreadsheet of monthly energy consumption and production data is linked to the tabs graphing these data, calculating the incremental prices, and the energy-to-production ratios. A tab containing the energy balance feeds the pie chart tab identifying where the energy is spent for the executive summary. A tab tracks the ECMs and their economics. And so on and so forth. In all, there are 29 tabs in my current workbook. All are linked to one or more others in some fashion.
Beginning with the end in mind, and staying organized while doing so, are keys to a successful energy assessment.
*This article is based on a paper presented at the Industrial Energy Technology Conference, June 2–4, 2015, New Orleans, LA.
1

Copyright Permissions
Would you like to reuse content from CEP Magazine? It’s easy to request permission to reuse content. Simply click here to connect instantly to licensing services, where you can choose from a list of options regarding how you would like to reuse the desired content and complete the transaction.