(456e) Methodology for Mixing Scale-up: Safety, Quality & Reliability
AIChE Annual Meeting
2023
2023 AIChE Annual Meeting
North American Mixing Forum
Mixing Scale-Up and Scale-Down Issues in Pharmaceutical & Biopharmaceutical Processes
Wednesday, November 8, 2023 - 10:00am to 10:30am
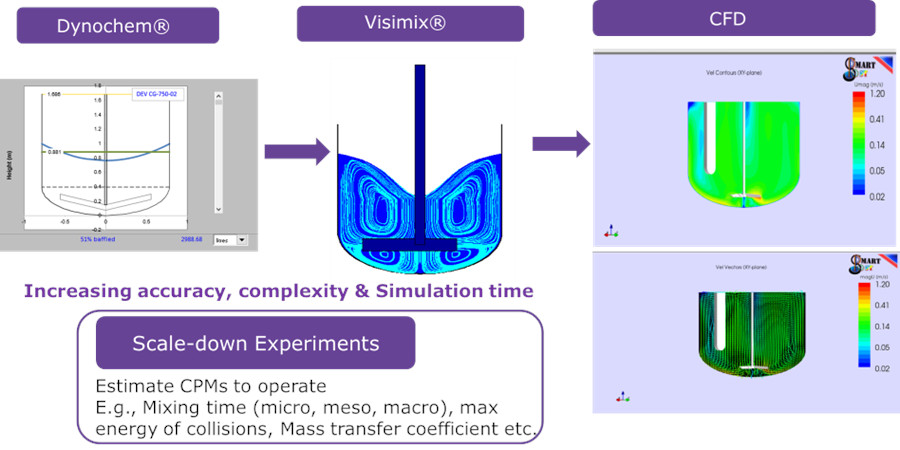
Poor mixing alone is worth 1-10 billion$ to the US chemical industry alone1. In this presentation we would discuss some of our past failures, where the batch didn’t meet the “Right First Time†quality and process requirements. To overcome these issues, we have developed a global database across sites including detailed vessel dimensions, vessel CAD drawings. We have deployed the equipment database in a Web app using Django framework. This webapp will improve access to the equipment capacity, dimensions of the baffles, impellers, tanks, heat transfer etc. for site Engineers, technicians, and Chemical Development chemists. Traditional mixing scale-up is based on a single parameter (Tip speed, Power/Volume) for scale-up. However, this is highly dependent on the application and mixing time and lengths. Critical process parameters for mixing are entirely different for hydrogenation, crystallization, or emulsification. Also, it is very important to understand which mixing length and time scale (micro, meso, or macro) is the limiting factor. Bourne2 protocol is utilized to narrow down the mixing timescale and length for the particular product & process. Three different software packages are utilized to improve our process understanding of mixing behaviour across scale: Dynochem®, Vismix®, & CFD (OpenFOAM®). These packages differ in terms of complexity, accuracy, & simulation Cost. We would discuss the advantages and limitations of each of the software in this presentation. The methodology we have developed utilizes the Critical process metrics and scale-down experiments to de-risk scale-up.
This methodology has been utilized successfully to scale-up multiple products “Right First Timeâ€. A case study for successful application of this methodology to Multiphase reaction (Hydrogenation) would be demonstrated in this work. The reaction was scaled-up successfully from lab scale Parr (300ml) reactor to 100-gallon scale and finally to 500-gallon reactor. Scale-down experiments were used to demonstrate control methodology and assumptions before scale-up. The total value of this product including multiple batches to the business was 3.35MM$ with the right quality specifications.
References:
- Kresta, S. M. & Brodkey, R. S. Turbulence in Mixing Applications. in Handbook of Industrial Mixing 19–87 (John Wiley & Sons, Ltd, 2003). doi:10.1002/0471451452.ch2.
- Bourne, J. R. Mixing and the Selectivity of Chemical Reactions. Org. Process Res. Dev. 7, 471–508 (2003).