2022 Annual Meeting
(404g) Resorcinol-Added Phenolic Resins for Carbon/Carbon Composite Fabrication: Kinetics for Curing Prediction and Application
Authors
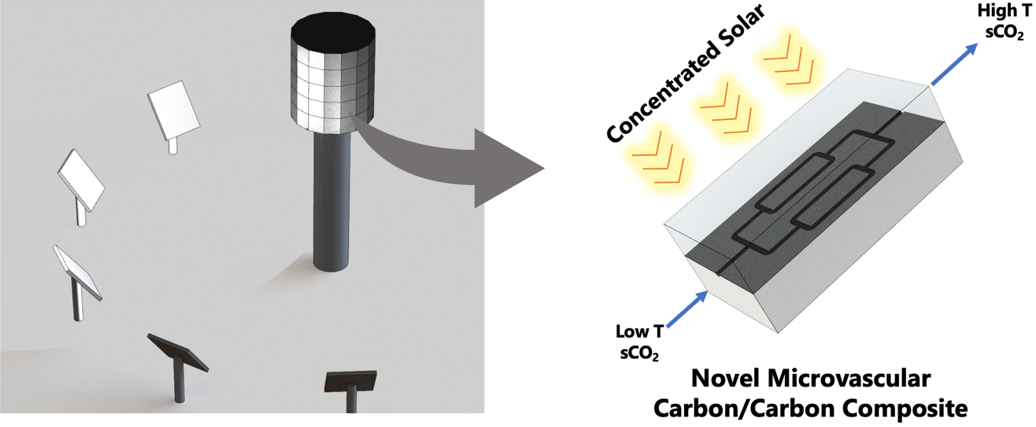
The fabrication of C/C composite modules with micro-channels starts with the production of a prepreg [2], which in this work is done by combining a phenolic resin with carbon fibers. The quality of the prepreg dictates the properties of the final C/C composite and thus this initial fabrication step is very crucial. The micro-channels (which will be used to transport the heat transfer fluid) are implemented during this early stage by using a VaSC (vaporization of sacrificial component) technique [4], where 3D printed PLA (poly lactic acid) micro-channels (diameter between 0.25 to 0.75 mm) are placed between layers of carbon fiber and act as a template for the finalized channels. The 3D printing approach allows for a very versatile channel network to be used with an architecture that can be optimized for heat transfer. Following the curing of the resin, the sacrificial PLA micro-channels are depolymerized at 295 ËC under vacuum, leaving a cleared channel network in their place.
Curing of phenolic resins comes from reactions between phenol and formaldehyde, forming monomers and dimers with different configurations [1]. These curing reactions generally require heating, starting around 60 °C and finalizing around 150 °C. In this work, the resin is cured at temperatures up to 150 ËC in a vacuum bag and in-house designed autoclave setup. Because the Tg (glass transition temperature) of the 3D printed PLA channels is around 54 ËC, the use of high pressure from the autoclave (160 psi) during curing can cause the channels to warp or even be completely compressed during heating. It was then theorized that B-stage curing (gelling) the resin below the Tg of PLA could provide enough resistance to the compaction forces while allowing the resin to set and be free of voids. However, pure phenolic resin starts curing only at 60 ËC, and gelling (B-stage cure) without excessively long times can only be achieved above 80 ËC, well above PLAâs glass transition temperature. To increase curing rates and be able to achieve gelling at lower temperatures, the use of catalyst has commonly been adopted. The addition of these components can however be detrimental to the performance of the finalized C/C composite, particularly when it comes to carbon yield and the addition of species that can act as active sites for oxidation. An alternative to catalysts is the addition of a modifier, such as the resorcinol evaluated in this work. Resorcinol was chosen because it has a very similar structure to phenol, with an additional hydroxyl group that makes it more reactive and consequently can decrease curing times [5]. Its similar molecular structure also means that its addition to phenolic resins has essentially no impact on carbon yield, being completely incorporated into the resin matrix with no contamination. Thus, we hypothesize that resorcinol-added phenolic resins can B-stage cure below the glass transition temperature of PLA, preventing channel warping during the autoclave curing of prepregs.
In this work, curing kinetics of pure, 10, 20 and 30 wt% resorcinol-added phenolic resins are investigated with DSC (differential scanning calorimetry) analysis with an aim of determining optimal concentrations and heat treatment times to produce void-free prepregs that maintain the channelâs geometry. Constant heating rates of 0.5, 1, 2.5 and 5 â¦C minâ1 were used to obtain thermograms to fit different curing models. To evaluate the accuracy of curing models, isothermal DSC was done to obtain experimental curing times under constant temperature conditions. The Kissinger method, which depends only on peak temperature with a constant activation energy (Ea) assumption, provides the least accurate results. Isoconversional mathematical approaches, such as the Kissinger-Akahira-Sunose, the Flynn-Wall-Ozawa and the Vyazovkin methods provided the best predictions, attributed to their adoption of an activation energy that depends on the extent of cure α (Ea(α)). Finally, Thermogravimetric Analysis (TGA) revealed that resorcinol decreases the curing times by up to 71% without lowering carbon yield.
Based on the kinetic study performed, prepregs with resorcinol-added phenolic resins were prepared using different concentrations. Microscopy analysis was done to evaluate channel fidelity and void content. For prepregs with 30 wt% resorcinol addition, curing took place too fast, which essentially did not leave time for the gases from the curing reaction to evolve out of the composite layup. On the other hand, the addition of 10 wt% resorcinol produces the best results with void-free prepregs at lower gelling and curing times when compared to pure phenolic resin prepregs. Microscopy revealed that in this configuration, PLA channels can be implemented in the prepreg with exceptional fidelity to the original print.
Subsequent processing of these resorcinol-added phenolic resin prepregs include several steps. Carbonization at 1000 ËC under nitrogen converts the resin matrix into a continuous carbonaceous matrix, followed by a chemical vapor deposition densification with methane at 1000 ËC to increase matrix carbon content. Graphitization is promoted at 2200 ËC under argon to produce the finalized C/C composite with an embedded channel network to be used as a modular gas receiver in CSP systems.
References
[1] Pilato, Louis. âPhenolic Resins: 100 Years and Still Going Strong.â Reactive and Functional Polymers, vol. 73, no. 2, Elsevier, Feb. 2013, pp. 270â77.
[2] Chung, D.D.. âCarbon composites: composites with carbon fibers, nanofibers, and nanotubesâ. Butterworth-Heinemann. 2016.
[3] Zada, K. R., Hyder, M. B., Drost, M. K. & Fronk, B. M. J. Sol. Energy Eng. 138, 61007 (2016).
[4] Esser-Kahn, A. P., Thakre, P. R., Dong, H., Patrick, J. F., Vlasko-Vlasov, V. K., Sottos, N. R., Moore, J. S., & White, S. R. (2011). Three-Dimensional Microvascular Fiber-Reinforced Composites. Advanced Materials, 23(32), 3654â3658.
[5] Chow, S. âA Curing Study of Phenol-Resorcinol-Formaldehyde Resins Using Infrared Spectrometer and Thermal Analysis.â Holzforschung, vol. 31, no. 6, 1977, pp. 200â05.