2022 Annual Meeting
(217c) Design, Validation, and Assessment of a Novel CO2-Utilized Formic Acid Production Process: Including Techno-Economic Analysis (TEA) and Life-Cycle Assessment (LCA)
Authors
Previously prosposed CO2 hydrogenation to FA processes involve the use of a pair of amines to first convert the CO2 hydrogenation reaction into a better achievable acid-base reaction with the primary amine, then to transfer the produced formate to a secondary amine capable of efficiently purifying FA. While the implementation of the primary amine with high basicity allows the reaction to proceed with sufficient yield, it is not possible to purify the FA product since the VLE of the primary amine and FA requires complex distillation processes. Thus to mitigate this difficulty, a second amine is used to transfer the formate within the first adduct to an amine more separable with FA. A secondary amine with lower pKa and a higher boiling point enables the efficient production of purified FA with the use of a conventional distillation column. While the concept itself was proposed in 2009, commercialization had been hindered by practical reasons of process operation, such as amine degradation, material corrosion, etc. Also, a significant amount of reboiler heat duty was required to boil up water included for dissolving the primary amine, making the overall process economically infeasible.
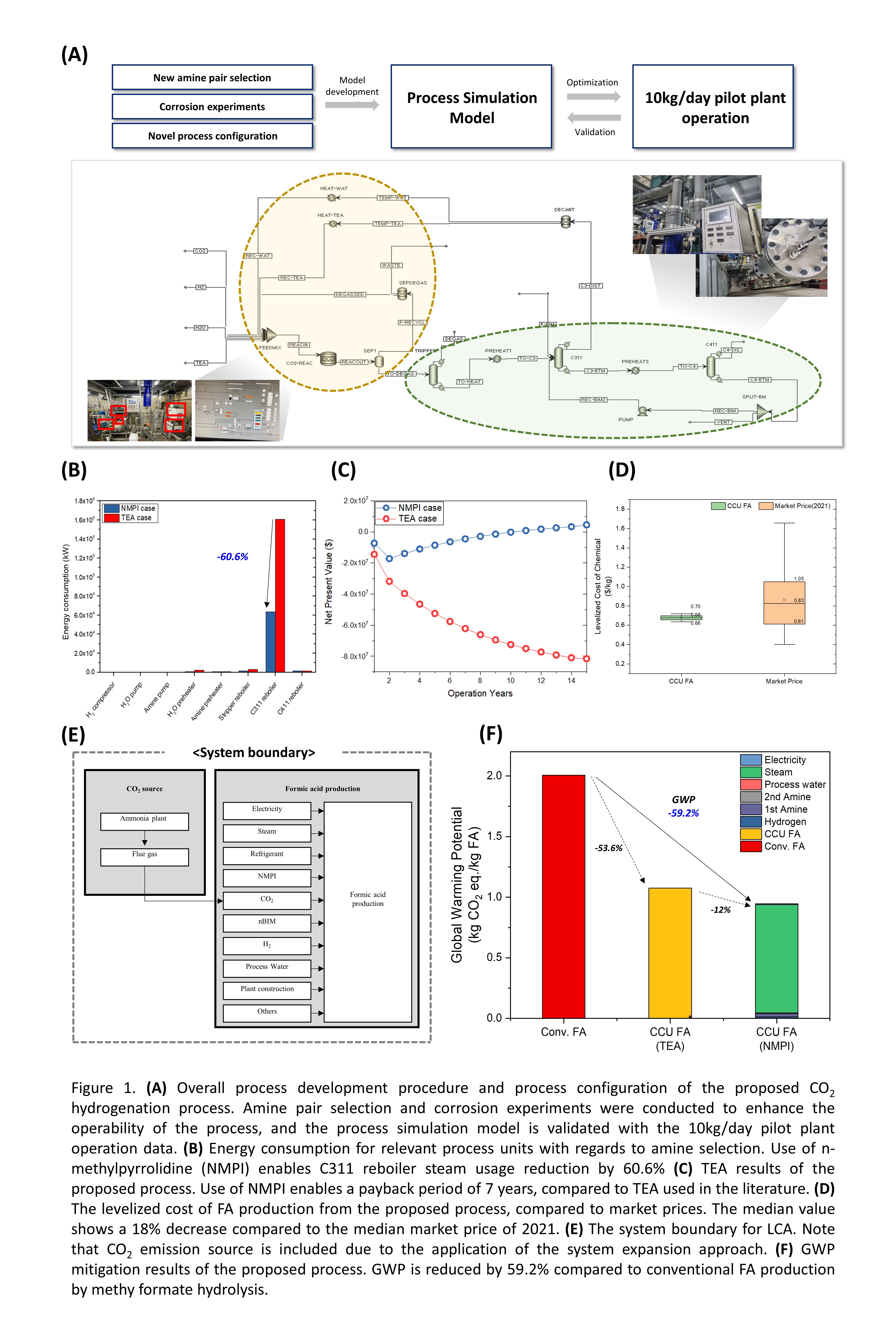
In this study, a novel process overcoming the difficulties of conventional CO2 hydrogenation processes is designed and optimized, then the process model is validated with operational data obtained from a 10kg/day pilot plant. Also, techno-economic analysis (TEA) and life-cycle assessment (LCA) is implemented to evaluate the feasibility of the upscaled process as a viable carbon mitigation technology. The study comprises of three sections: 1) development of a novel process based on new amine pair selection, implementation of methods for corrosion mitigation, and design of a new process configuration, 2) Techno-economic analysis (TEA) of upscaled process producing 50kton/y of FA, and 3) cradle-to-gate life-cycle assessment (LCA) of the process to analyze its CO2 mitiation potential.
Section 1 includes the experimental results of the amine pair selection process, including the amine exchange reaction and FA purification process. The selected amine pair, namely n-methylpyrrolidine and n-butylimidazole, helps overcome the limitations of previous studies, showing good amine exchange and FA purification performances due to significant difference in the pKa values (pKan-methylpyrrolidine = 10.3, pKan-butylimidazole = 6.9) and the high boiling point of n-butylimidazole (normal boiling point = 244.8â). Also, n-methylpyrrolidine requires less water for miscibility and shows good CO2 capture rate, which are essential aspects for economic performance and integration with CO2 capture processes. In addition, corrosion experiments were conducted to select the most appropriate material for continuous production, which highlight Zr as the material required for the FA purification column. Finally, a novel process configuration, which is a two-column system in contrast to the conventional three-column systems provided in literature, is designed on the process simulator, Aspen Plus V11. The newly selected amine pair enables the FA concentration column (1st column) and amine exchange column (2nd column) of the conventional process to be merged, while reducing steam usage from the reboiler due to decreased water requirement. The process simulation model is validated with the data collected from operation of the 10kg/day pilot plant.
The second section of the study includes the TEA results of the process upscaled from the validated process model, producing 50kton/y of FA. Taking into account the process material requirements for corrosion mitigation, results show a payback period of 7 years. Also, the levelized cost of the manufactured FA is shown to be 680$/tFA, which is 18% lower than the median market price of FA during 2021 (830$/ton). The enhanced economic performance of the process is attributed to the reduced number of distillation columns, and less reboiler steam usage by 60.6%. In addition, global sensitivity analysis (GSA) is conducted to assess the relevance of various parameters affecting the economic performance of the process. Results show that reboiler steam usage retains the highest portion for operational expenditure, which proves that the use of n-methylpyrrolidine, which mitigates the reboiler steam consumption, is essential in developing an economic FA production plant.
The final section of the study provides the results of cradle-to-gate LCA of the proposed process. Following the guidelines of ISO 14040/14044, system expansion approach is applied to evaluate the global warming potential (GWP) of the proposed process, including the carbon emission source. The proposed process shows a 12% mitigation of GWP compared to recently proposed CO2 hydrogenation processes, providing 59.2% GWP reduction in total compared to conventional FA production by methyl formate hydrolysis. The additional GWP mitigation is attributed to decreased steam requirement for distillation column operation.
In conclusion, this study provides a viable CCU option capable of significantly reducing GWP, while retaining profitability of the process. The proposed process includes the selection of amines and process material, and a novel process configuration enabling the economic feasibility of the CO2 hydrogenation process. The credibility of the process simulation model is enhanced with validation from pilot plant data, and TEA and LCA is applied to the upscaled model to evaluate the commercialization potential of the proposed process. The proposed process is capable of reducing 59.2% of GWP while providing FA at a prices 18% lower than the market price, showing potential for a commercialized CCU process.