2020 Virtual AIChE Annual Meeting
(686e) Economic Comparison of Reactive Distillation (RD) to a Benchmark Conventional Flowsheet: Regions of RD Applicability and Trends in Column Design.
Authors
Introduction
Reactive Distillation (RD) is one of the most prominent examples of Process Intensification (PI) [1, 2]. Combining the chemical conversion and separation of a mixture in a single vessel allows for significant savings in both capital investment and energy expenditure, especially for equilibrium limited liquid phase reactions. Nonetheless, a distillation column is an inefficient vessel for holding large liquid holdups, such that applications requiring significantly large residence times could prefer a conventional reactor and separation train [3]. Knowledge of the limits of RD applicability is an important step towards structurally incorporating RD within the broader scope of process synthesis.
Overview of this work
This work aims to create a quantitative understanding of the limits for a Reactive Distillation column to accommodate liquid holdup requirements for kinetically controlled reactions, based on process economic criteria.
Reactive Distillation and a benchmark conventional flowsheet (reactor + separation train) are economically optimized and compared for a generic idealized liquid phase reaction A+BâC+D with boiling point order C<A<B<D, largely based on the ideal case used by Luyben [4].
Rather than assuming fixed values for liquid holdup per tray, hydraulic calculations normally used in the design of conventional distillation are applied to theoretically predict the actual liquid holdup achieved on a tray, accounting for the liquid fraction of the froth on the tray.
A sizeable amount of numerically optimized design cases is generated to establish a âregime mapâ for the economic comparison of reactive distillation to the benchmark flowsheet, as well as design choices made for RD column design e.g. choice of tray type (sieve or bubble-cap), design approach to flooding, weir height and tray spacing.
Approach
Optimization of both flowsheets is achieved by minimizing the total annualized cost (TAC) for a fixed production of products C+D. In an outer optimization loop, the number of stages, feed point(s), and for RD the tray liquid holdup, are optimized using Simulated Annealing [5, 6]. Embedded in this procedure is an inner optimization loop which, for a given combination of number of stages, feed point(s) and liquid holdup, minimizes the CAPEX of the column by optimizing column diameter (via design approach to flooding), tray spacing and tray type (sieve or bubble-cap), taking into account practical limits on allowable entrainment, weeping and downcomer backup [7].
To perform rigorous column simulations, the equilibrium stage model and its solution by the inside-out method was implemented in MATLAB and validated against results obtained using Radfrac in Aspen Plus. Optimization was performed using Simulated Annealing from MATLABâs Global Optimization Toolbox.
Results and discussion
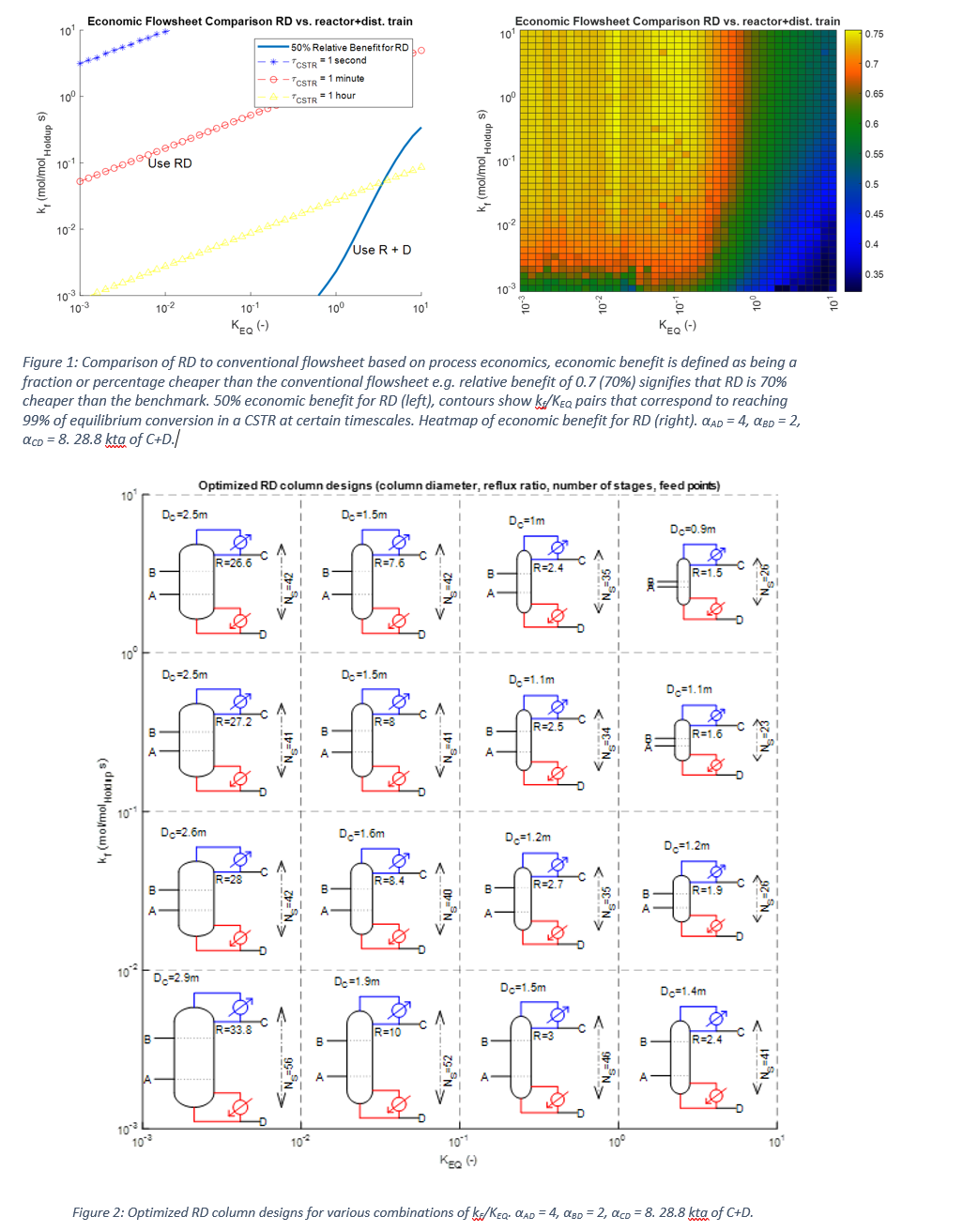
Based on the optimization results, shown in figure 1, reactions of the form A+BâC+D that would require up to several (1-4) hours of residence time in a CSTR are promising candidates for Reactive Distillation.
The pulling effect on equilibrium by in-situ separation creates a reactive driving force that drastically reduces the total liquid holdup required to achieve desired productivity in a trayed column compared to a dedicated reaction vessel.
Especially towards lower equilibrium constants (KEQ < 1), RD makes a significantly compelling business case compared to the conventional flowsheet, provided the column and tray design is adjusted for the reactive holdup requirements. Such column designs are shown in figure 2.
Key design strategies to allow for sufficient reactive liquid holdup that were identified are the choice of using bubble-cap trays, higher than conventional weir heights and most strikingly the deliberate overdesign of column diameter, operating below 80% (sometimes as low as 40%) of flooding gas velocity, to create physical space on the tray for the liquid froth and maximizing the effective froth density.
The established regime maps for flowsheet choice and RD column design can serve as tools to aid flowsheet synthesis and provide a tangible starting point for RD column and tray design.
Conclusions
Reactive distillation was benchmarked, based on process economics, against a conventional reactor+separation train flowsheet for a wide range of forward rate constants and chemical equilibrium constants to establish a âregime mapâ for RD applicability.
It was found that RD holds a significant benefit in cases where the required residence time in a reactor is less than 1-4 hours and KEQ < 1 (equilibrium conversion is less than 50% at stoichiometric feed rate of reactants in a standard reactor).
The most expensive RD column designs are seen at combinations of low rate constant and low chemical equilibrium constant, however these designs still hold a very significant economic benefit over the conventional flowsheet due to the comparatively smaller recycle rate. It is evident that to make an informed decision about the applicability of RD it must be compared to alternative flowsheet options.
References
- Harmsen, G.J., Reactive distillation: The front-runner of industrial process intensification: A full review of commercial applications, research, scale-up, design and operation. Chemical Engineering and Processing: Process Intensification, 2007. 46(9): p. 774-780.
- Keil, F.J., Process intensification. 2018. 34(2): p. 135.
- Schoenmakers, H.G. and B. Bessling, Reactive and catalytic distillation from an industrial perspective. Chemical Engineering and Processing: Process Intensification, 2003. 42(3): p. 145-155.
- Luyben, W.L. and C.C. Yu, Reactive Distillation Design and Control. 2009: Wiley.
- Cardoso, M.F., et al., Optimization of reactive distillation processes with simulated annealing. Chemical Engineering Science, 2000. 55(21): p. 5059-5078.
- Kiss, A.A., et al., Reactive DWC leading the way to FAME and fortune. Fuel, 2012. 95: p. 352-359.
- Henry Z. Kister, P.M.M., Daniel E. Steinmeyer, W. Roy Penney, Valerie S. Monical, James R. Fair, Equipment for Distillation, Gas Absorption, Phase DIspersion, and Phase Separation, custom edition for institution of chemical engineers, in Perry's Chemical Engineers' Handbook. 2019, McGraw-Hill Education.