2020 Virtual AIChE Annual Meeting
(366b) Investigation of Critical Process Parameters of Screw Elements of a Twin Screw Extruder By an Improved Simulation Method
Authors
A commonly used technique for the production of pharmaceutical products is hot melt extrusion on a co-rotating intermeshing twin screw extruder [1]. An active pharmaceutical ingredient is embedded in a molten polymeric carrier and the product is conveyed to the die [2]. The extruder screws have a modular design with, for example, conveying, kneading or mixing elements. Each element has specific properties in order to combine different unit operations in one process unit. The extrusion process is mainly influenced by the chosen screw configuration and the geometry of each screw element. [3]
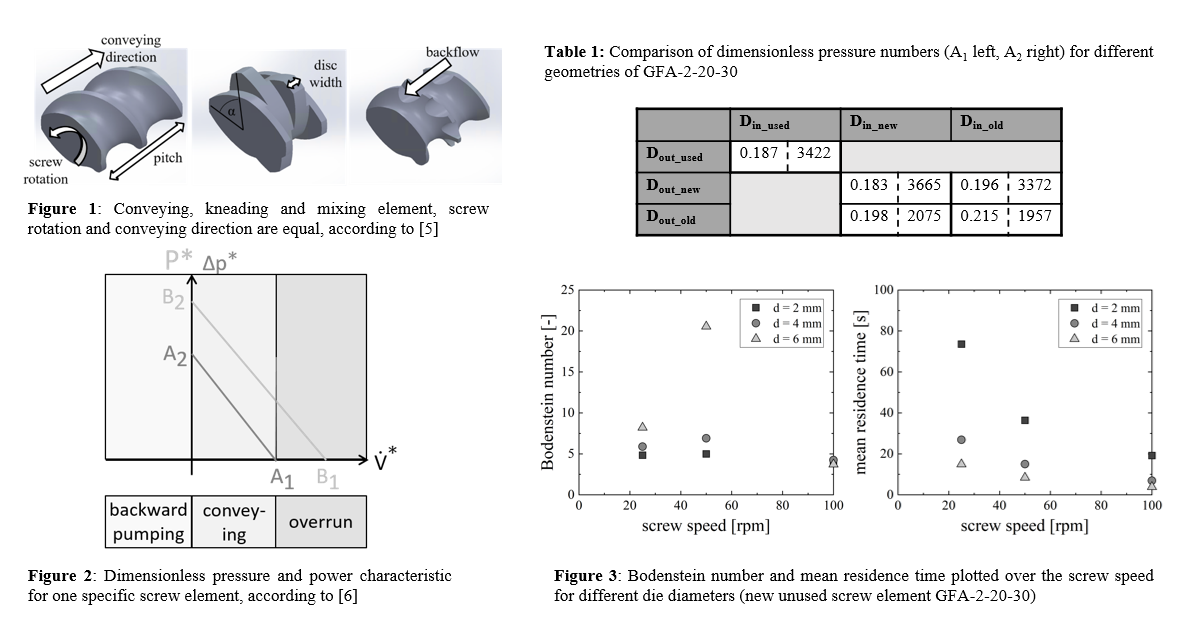
Conveying elements are, depending on their pitch, responsible for the pressure build-up and the conveying of the material to the die. Kneading elements are mainly used in the melting zone because they introduce shear forces into the material according to the staggering angle of the kneading discs. Mixing elements are responsible for distributive and dispersive mixing. [4] The different types of elements can be seen in Figure 1.
Each specific screw element can be characterized by dimensionless numbers regarding the pressure and power characteristic (Figure 2). These parameters are linearly related to the dimensionless volume flow. The intersection points with the axes result in the dimensionless numbers A1 and A2 for the pressure build-up and B1 and B2 for the power input into the material. [6]
All parameters mentioned affect the residence time distribution, which indicates how long the material is exposed to the process conditions. For this reason, especially this parameter is of crucial importance for the manufacturing of pharmaceutical products with a constant product quality. Furthermore, it requires process understanding and the prediction of important process parameters. [7] Based on these challenges, the modelling has been gaining substantial interest for pharmaceutical applications within the last decade [8]. Especially the 3D simulation has moved into the focus of development due to its resolution in all special directions and its closeness to reality. Currently, it is not possible to calculate complete screw configurations of a production extruder in a reasonable time because of the high computational effort. The high amount of time is caused by the use of dynamic meshes. [9]
The aim of this work is the implementation of a 3D simulation in Ansys Fluent with the possibility to calculate a complete extruder screw configuration in a reasonable time. Furthermore, the impact of abrasion of the screw elements, which is unavoidable by the daily use in the production process, on important parameters for the extrusion process should be investigated on the basis of the explained dimensionless numbers. In addition to these correlations, the residence time distribution will be used as an important process parameter to characterize the screw elements. For this purpose, a dimensionless relationship analogous to the pressure and power characteristics will be derived.
METHODS AND MATERIALS
The simulation was performed in Ansys Fluent based on the Navier Stokes equations. A stationary, laminar and isothermal flow with an incompressible Newtonian fluid was assumed. Normally, a dynamic mesh is used for an exact representation of the screw rotation. In this case, however, an apparent movement using the method of pulse transmission was implemented. In a first step conveying elements with different pitches (20, 30, 40 mm) were constructed in Solid Works and then imported to Ansys. For the determination of the dimensionless pressure and power characteristics, the mass flow, the pressure difference across the screw element and the torque, which can be converted into a power, were evaluated. In order to investigate the effect of abrasion, screw elements currently used in the laboratory were compared with new elements and those specified by Leistritz as the lower limit. The abrasion of the barrel was not considered.
The simulation was validated by extrusion experiments performed on a twin screw extruder (ZSE27 MAXX, Leistritz Extrusionstechnik, Nuremberg, Germany) with a screw diameter of 27 mm and a customized length of five barrel elements. Only the last two elements (8D) before the die were part of the extrusion process to avoid disturbances. A silicon oil with a viscosity of 85 Pa s (Bluesil FLD 47V100000, Brenntag GmbH, Duisburg, Germany) was extruded. The pressure difference was measured with two pressure sensors (S-11, WIKA Alexander Wiegand SE & Co. KG, Klingenberg, Germany) with a distance of 30 mm. The mass flow was measured with a scale (MSE2203S-100-DR, Satorius, Göttingen, Germany) and the torque was automatically recorded by the extruder. The screw speed was set at 50 rpm and the mass flow was varied by using different die diameters (2, 4, 6 mm).
For the determination of the residence time distribution a passive scalar tracer was placed on the stationary solution of the fluid field simulation. The discretization was performed with the second order upwind method.
Experiments to validate the simulation were carried out in analogy to the measurements for the dimensionless numbers. A tracer (Eosin, Merck, Darmstadt, Germany) was added at the material inlet and the resulted signal was detected at the die with an inline UV/Vis-Spectrometer (InspectroX, ColVisTec AG, Berlin, Germany).
From the obtained residence time distribution, the Bodenstein number was calculated, which indicates the ratio of convective flows to dispersive flows and is thus a measure of the remixing within the extruder. The computations were performed with an internal python script, which fits the residence time density functions based on the axial dispersion model. This number was plotted over the screw speed for different die diameters, in order to clearly determine the resulting residence time distribution for each screw element. By a convolution of the individual residence time distributions, the resulting residence time distribution for a desired screw configuration can be determined.
RESULTS
The 3D simulation was successfully implemented in Ansys Fluent with the pulse transmission method. The dimensionless numbers regarding the pressure and power characteristics of the screw elements could be validated by extrusion experiments. Furthermore, the impact of the abrasion on the process parameters was investigated. The pressure and power characteristics were determined for conveying elements with different inner (Din) and outer (Dout) screw diameters. Table 1 shows the results for the dimensionless pressure numbers. New, unused screw elements (new), screw elements at the lower limit (old) and actually used screw elements (used) were compared.
It can be seen that the gap between the screws and the barrel and the two screws have a great impact on the pressure build up during the extrusion process. The greater the abrasion of the elements, the less pressure build-up is possible. Next to the pressure build up, the gap width affects other process parameters, like the viscosity or the residence time distribution.
For this reason, it should be also possible to predict the residence time for individual screw elements. The residence time density function determined with Ansys Fluent was used to determine the Bodenstein number and the mean residence time and plotted against screw speed for different die diameters (Figure 3). It is obviously that the Bodenstein number increases with increasing volume flow while the mean residence time decreases.
CONCLUSION
In this work a 3D simulation in Ansys Fluent was implemented with the aim of a shorter calculation time for the representation of the extrusion process. Dimensionless numbers were used to validate the simulation and to show the impact of abrasion of the behavior of screw elements during the process. The deviations may also be significant in relation to the application of models to predict important process parameters. One of the most important parameter is the residence time, which is therefore used as a further parameter for the characterization of screw elements. By determining the Bodenstein number and the mean residence time, it is possible to predict the residence time distribution of the entire process for the specific extrusion process.
REFERENCES
- Repka, M., et al.; Applications of hot-melt extrusion for drug delivery, Expert Opin Drug Deliv, 5 (12), 2008
- Lang, B., McGinity, J.W., Williams, R.O.; Hot-melt extrusion - basic principles and pharmaceutical applications, Drug Dev Ind Pharm, 40 (9), 2014
- Crowley, M. M., et al.; Pharmaceutical applications of hot-melt extrusion. Drug Dev Ind Pharm, 33(9), 2007
- Gogos, C.G., Huiju, L., Wang, P.; Laminar Dispersive and Distributive Mixing with Dissolution and Applications to Hot-melt Extrusion, in: Douroumis, D. (Ed.), Hot-melt Extrusion: Pharmaceutical Applications, 2012
- Sarhangi Fard, A., et al.; Tools to Simulate Distributive Mixing in Twin-Screw Extruders, Macromol Theor Simul, 21 (4), 2012
- Eitzlmayr, A., et al.; Mechanistic modeling of modular co-rotating twin-screw extruders, Int J Pharm, 474 (1-2), 2014
- Wesholowski, J., Berghaus, A., Thommes, M.; Investigations Concerning the Residence Time Distribution of Twin-Screw-Extrusion Processes as Indicator for Inherent Mixing, Pharmaceutics, 10 (4), 2018
- Bochmann, E. S.; Gryczke, A.; Wagner, K. G.; Validation of Model-Based Melt Viscosity in Hot-Melt Extrusion Numerical Simulation, Pharmaceutics, 10 (3), 2018
- Bravo, V. L., Hrymak, A. N., Wright, J. D.; Numerical simulation of pressure and velocity profiles in kneading elements of a co-rotating twin screw extruder, Polym Eng Sci, 40 (2), 2004