(452d) Characterization of Brewer’s Spent Grain through Thermogravimetric Analysis for Energy Production
AIChE Annual Meeting
2022
2022 Annual Meeting
Forest and Plant Bioproducts Division
Biomass Characterization, Pretreatment, and Fractionation
Wednesday, November 16, 2022 - 8:45am to 9:00am
Brewer’s spent grain (BSG) makes up 85% of the brewing industries waste [1]. The waste product can be repurposed as a biofuel for energy production. The energy produced would be more sustainable than other fuel sources such as coal. This is due to using the waste product as a fuel source compared to decomposition in a landfill where methane is released into the atmosphere. Being sustainable is beneficial to breweries because they can increase profits with new product to sell and being able to get tax credits for sustainable practices.
Characterization of BSG will provide information in how the BSG devolatilizes and what the activation energies are based on kinetic behavior. The characterization will focus on char yield from the vary thermal conditions being studied. Thermogravimetric analysis (TGA) will be used to study the reaction rate of devolatilization and determine the activation energy [2], [3]. The activation energy from the TGA will be compared with Flynn-Wall-Ozawa method. Differential scanning calorimetry is used to analyze how char properties change during devolatilization [4].
Method/Experimental (may need rewording, same as other proposal)
Two-row brewers malt was obtained from Briess Malt & Ingredients Company. The grain was milled via a 2-pin roller mill. Once the grain was milled, 1.25 quarts of water was heated to 77 °C in a 2-quart pot. Once the water was at 77 °C, one pound of the milled 2-row brewers malt was added slowly to the water. Due to thermal differences this brought the waters temperature down to 69 °C. The pot of water and grain was then kept at 69 °C ± 5 °C for 1 hour. Following the hour of heating, the grains were drained of water and were placed in a 105 °C oven for 24 hours. After the grains were cooled down, they were milled twice via the 2-pin roller to break apart the agglomerations of dried grain and to create larger a distribution of the particle sizes. The grain particles were then sieved and separated into ranges of 500-600 μm, 250-300 μm, and 125-150 μm.
Thermogravimetric Analysis
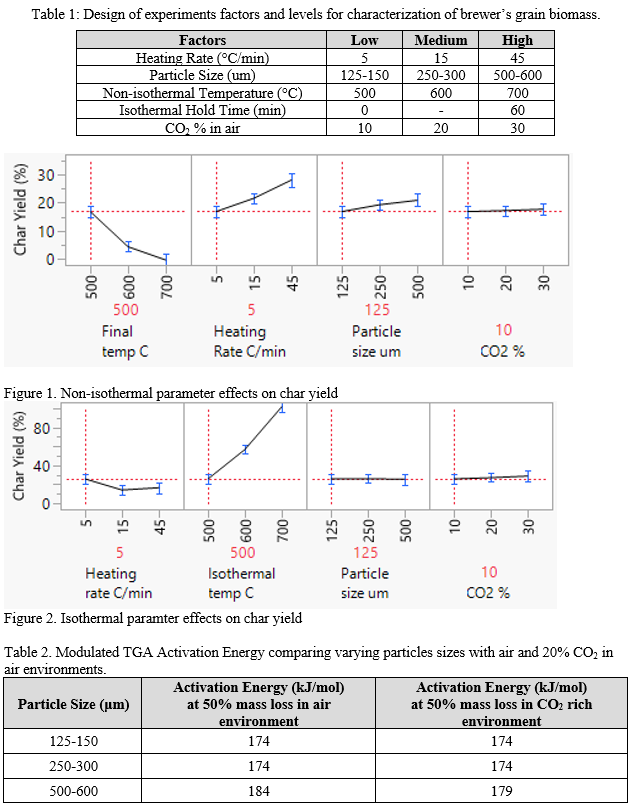
The sample procedure had four steps applied to each run. First, the TGA system is equilibrated at 40 °C. Next, a gas feed mixture of carbon dioxide and air flow into the TGA. This step is followed by a linear ramp step with varying heating rates and varying final temperatures. The last step is to hold the sample at the final temperature for 30 minutes to observe isothermal effects at final temperatures. The TGA was manufactured by TA Instruments, model 5500. Table 1 shows the design of experiments (DoE) approach used to characterize the potential of spent brewer’s grain for use in energy production applications. Measurements (responses in the DoE) include char and volatiles yields, maximum derivate weight and its corresponding temperature, and the rate at 25 and 50 % mass loss for activation energy and reactivity determinations.
Results and Discussion
Figure 1 shows the direct effects of the different factors on how char yield responded in non-isothermal heating conditions. As the final temperature increased, the char yield decreased [5]. As heating rate increased, the char yield increased [6]. As particle size increased, the char yield increased [7]. As the CO2 volume percentage in air increased, the char yield increased as well [8]. The major factors controlling char yield are the final temperature and the heating rate used to devolatilize BSG. Particle size was another major factor, but was a non participant if the final temperature was high enough and heating rate was slow enough to allow full devolatilization. CO2 was a minor factor as it only slightly increases char yield with higher CO2 percentages.
Figure 2 shows that direct effects of the different factors on char yield for isothermal runs. As heating rate increased, char yield decreased. As the isothermal temperature increased, the char yield increased. As the particle size increased, there was a slight decrease in char yield. As the CO2 percent in air increased, char yield increased as well. The major factors relating to char yield were the heating rate and isothermal temperature. Particle size and CO2 percentage in air were both minor factors in char yield.
Comparing the two different environments in the modulated TGA runs, the activation energies between 125-150 µm and 250-300 µm, had no difference between how they reacted in the CO2 rich environment compared to the pure air system. There was a slight decrease in activation energy for the 500-600 µm particle sizes when in CO2 rich environment compared to the air environment. The slight decrease in activation energy can be seen as negligible change as it was the largest particle size where mass transfer can cause differences in devolatilization. CO2 does not show major effects on the activation energy of material during devolatilization. This can be observed in Table 2.
Conclusion
Char yield between non-isothermal and isothermal BSG devolatilization had inverse relationships. Non-isothermal systems showed char yield increased when heating rate, particle size increased, and CO2 percentage in air increased. Char yield decreased when the final temperature was increased. Isothermal systems showed that char yields increased with final temperature and CO2 percentage in air increased. Char yield decreased when heating rate increased and particle size decreased. The factors in order of significance were final temperature, heating rate, particle size, and CO2 percentage in air according to JMP statistical analysis. Modulated TGA showed no difference between activation energies when comparing air and CO2 rich environments.
References
[1] A. S. N. Mahmood, J. G. Brammer, A. Hornung, A. Steele, and S. Poulston, “The intermediate pyrolysis and catalytic steam reforming of Brewers spent grain,†J. Anal. Appl. Pyrolysis, vol. 103, pp. 328–342, 2013, doi: 10.1016/j.jaap.2012.09.009.
[2] A. O. Balogun, F. Sotoudehniakarani, and A. G. McDonald, “Thermo-kinetic, spectroscopic study of brewer’s spent grains and characterisation of their pyrolysis products,†J. Anal. Appl. Pyrolysis, vol. 127, no. April, pp. 8–16, 2017, doi: 10.1016/j.jaap.2017.09.009.
[3] P. Li, L. Teng, M. Guo, M. Zhang, and S. Seetharaman, “Oxidation kinetics of AlN under CO 2 atmosphere,†Metall. Mater. Trans. B Process Metall. Mater. Process. Sci., vol. 43, no. 2, pp. 406–412, 2012, doi: 10.1007/s11663-011-9611-5.
[4] S. Bibi et al., “A preliminary investigation to group disparate batches of licit and illicit diazepam tablets using differential scanning calorimetry,†Anal. Methods, vol. 7, no. 20, pp. 8597–8604, 2015, doi: 10.1039/c5ay01711d.
[5] Y. Zhang et al., “Characteristics of biomass fast pyrolysis in a wire-mesh reactor,†Fuel, vol. 200, pp. 225–235, 2017, doi: 10.1016/j.fuel.2017.03.070.
[6] R. sheng Xu, J. liang Zhang, G. wei Wang, H. bin Zuo, P. cheng Zhang, and J. gang Shao, “Gasification behaviors and kinetic study on biomass chars in CO2 condition,†Chem. Eng. Res. Des., vol. 107, pp. 34–42, 2016, doi: 10.1016/j.cherd.2015.10.014.
[7] A. Zolghadr, J. J. Biernacki, and R. J. Moore, “Biomass Fast Pyrolysis Using a Novel Microparticle Microreactor Approach: Effect of Particles Size, Biomass Type, and Temperature,†Energy and Fuels, vol. 33, no. 2, pp. 1146–1156, 2019, doi: 10.1021/acs.energyfuels.8b03395.
[8] N. S. Yüzbaşı, “Pyrolysis and Combustion Behaviour of Various Fuels in Oxygen-Enriched Air and CO2 Atmospheres,†no. February, p. 122, 2011.